
Fixtures
A fixture is a work-holding device used to securely locate in a specific location or orientation and support the work, ensuring that all parts produced using the fixture will maintain conformity. Fixture improves the productivity by smooth operation and quick changeover from part to part.
Our Projects

Customer Requirement
De-bottleneck the process constraint to improve the capacity utilization. In the Same machine another tool outsourced due to capacity constraint.

Current Process
Trimming & inspection of plastic moulded part is done off-line MANUALLY.

GEENO’s Proposal
A cooling fixture is designed to control the warpage in the plastic moulded part. Trimming fixture is designed to removed the flashes online within the cycle time of process.
Offered Customization
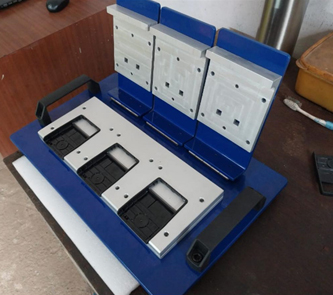
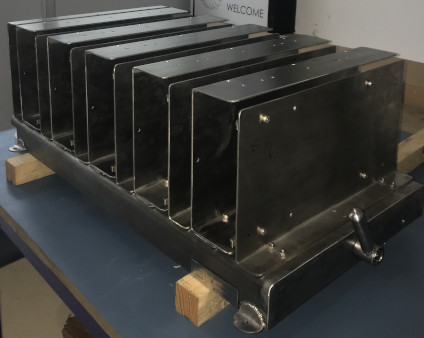
Cooling Fixture to Control Warpage

Moulded part is kept in cooling fixture and
rotated. After full rotation, the part warpage is controlled (1 part / 1 fixture)
Trimming Fixture

Benefits
Adhesive Curing Fixture
For holding the plastics moulded parts to retain the profile of rubber gasket after adhesive application.

Pin Insertion Fixture
Pneumatic operated fixture for inserting metal pin in the plastic moulded part
Customer Requirement
To place the brake disc into heater zone.
Current Process
Manually pushing the brake disc into the heater zone.
GEENO’s Proposal
A tilting fixture is designed to place the brake disc into the heater zone.
Hot Disc Tilting Hub


Customer Requirement
Develop a fixture for retaining rubber seal in its position (3 dimensional seal) after adhesive application.
Current Process
New development
GEENO’s Proposal
Single fixture for retaining the rubber seal from all directions
Seal Retaining Fixture
Customer Requirement
Clip should be assembled in the rear side of the part with reduction in assembly cycle time.
Current Process
New development
GEENO’s Proposal
Develop a fixture with assembly on the rear side of the part (Clip assembly at the rear side of the part) – Cycle time achieved as per the target.
Clip Assembly Fixture

Customer Requirement
Automation for Riveting process (28 points)
Current Process
Manual holding of part on rotary fixture and riveting – Manual part holding work content is more than riveting process
GEENO’s Proposal
Develop a fixture eliminating manual part holding – Part holding orientation changed from vertical to horizontal plane for work content reduction and operator fatigue. Achieved target productivity without automation.
Fixture for Riveting Process
Customer Requirement
Worktable with ESD compliance of 10^6 ohms
Current Process
New development
GEENO’s Proposal
Manufacturing of table with ESD compliance powder coating. Audited and certified by 3rd party lead auditor
ESD Worktable
